Share
Pin
Tweet
Send
Share
Send

यह संभव है कि धातु प्रसंस्करण के एक विशेषज्ञ को उच्च गति वाले स्टील ग्रेड P18 को ड्रिल करना होगा। इसके लिए एक कवायद की आवश्यकता होगी, जिसकी विशेषताओं को संसाधित होने वाली सामग्री से अधिक होना चाहिए।
P18 क्विक कटर टूल स्टील है जिसका उपयोग कटर, ड्रिल, मिलिंग कटर, रीमर, ब्रोच आदि के निर्माण के लिए किया जाता है। इनकी मदद से स्ट्रक्चरल स्टील्स को 1 हजार MPa तक की ताकत दी जा सकती है।
प्रयुक्त सामग्री और उपकरण
हमारे व्यावहारिक प्रयोग के लिए हमें आवश्यकता होगी:
- 1958 में निर्मित P18 स्टील से बना कटिंग टूल।
- सिरेमिक और कांच के लिए 5 मिमी के व्यास के साथ एक नया पंख ड्रिल नहीं।
- समायोज्य धुरी गति के साथ बेंच ड्रिल।
- एमरी पीसने की मशीन।
- वर्नियर कैलिपर।
- धातु के लिए किसी न किसी फ़ाइल।
- P18 स्टील से बना चौकोर पट्टी का एक टुकड़ा।
- कटर P6M5 स्टील से बना है।

परीक्षण प्रक्रिया
प्रयोग के लिए, हम P18 स्टील से बने एक कटिंग टूल पर बसे, जिसे सोवियत संघ के दौरान बनाया गया था, जो इसकी उच्च गुणवत्ता की विश्वसनीय गारंटी है। यह एक काफी टिकाऊ सामग्री है। टर्निंग टूल के अलावा, विभिन्न उपकरण इससे बनाए जाते हैं, जिनका उपयोग संरचनात्मक स्टील्स और अन्य धातुओं को संसाधित करने के लिए किया जाता है।
एक 5 मिमी व्यास की ड्रिल बिट, जिसका उपयोग और निर्माण चीन में किया जाता है, जिसे आमतौर पर धातु, चीनी मिट्टी की चीज़ें, कांच और पत्थर के लिए उपयोग किया जाता है, परीक्षण उपकरण के रूप में चुना गया था।

इस ड्रिल की काटने की विशेषताओं को पुनर्स्थापित करने के लिए, इसे यांत्रिक ड्राइव के साथ पीस व्हील पर थोड़ा मोड़ दें।


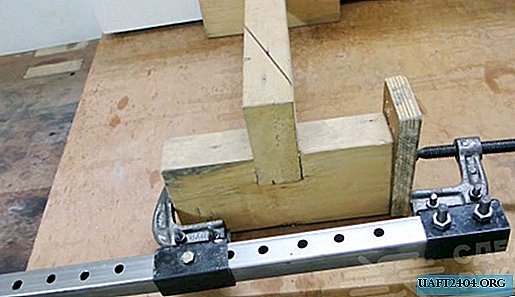
हम ड्रिल को बेंच ड्रिल के चक में डालते हैं और एक कुंजी के साथ सुरक्षित रूप से क्लैंप करते हैं।
संदर्भ के लिए, एक कैलिपर की मदद से काटने के उपकरण के काटने वाले भाग की मोटाई को मापें। यह 3.5 मिमी के बराबर निकला।

हम आश्वस्त हैं कि कटर के माध्यम से छेद ड्रिलिंग के लिए धुरी का ऊर्ध्वाधर स्ट्रोक पर्याप्त है। ऐसा करने के लिए, आपको यह सुनिश्चित करने की आवश्यकता है कि ड्रिल का अंत बेस विमान तक पहुंचता है और अभी भी कुछ शक्ति आरक्षित है।
हम ड्रिलिंग शुरू करते हैं, समय-समय पर उपकरण पर दबाव को कमजोर करते हैं। ड्रिलिंग के दौरान गठित चिप्स और धातु कणों की कम से कम आंशिक शीतलन और सफाई के लिए यह आवश्यक है।

फिलहाल जब उपकरण का शीर्ष विपरीत दिशा से बाहर आता है, तो हम प्रक्रिया को रोकते हैं और कटर को दूसरी तरफ घुमाते हैं। हमने ड्रिल को निशान पर रखा और प्रक्रिया को अंत तक लाया।

P18 स्टील से बने कटर के काटने वाले हिस्से के क्षेत्र में छेद तैयार है! हमने इस पर 2-3 मिनट से अधिक समय नहीं बिताया, बिना अधिक प्रयास किए, बिना जटिलताओं के, इसके अलावा, ड्रिल के एक तेज से।
धातु के लिए एक मोटे हाथ की फाइल, निश्चित रूप से, P18 स्टील के प्रसंस्करण के लिए उपयुक्त नहीं है, जब तक कि इसका उपयोग छेद के ड्रिलिंग के दौरान गठित बर को हटाने के लिए नहीं किया जा सकता है।

परिणामों की जांच करने के लिए, हम स्टील P18 का एक वर्ग बार लेते हैं, इसे ड्रिल करते हैं और सुनिश्चित करते हैं कि प्रसंस्करण प्रक्रिया और इसके परिणाम एक ही रहते हैं, पहली बार से अलग नहीं।
आइए, रिग्राइंडिंग के बिना एक ही ड्रिल के साथ एक वर्ग को ड्रिल करने की कोशिश करें, या बल्कि, P6M5 हाई-स्पीड स्टील से बना एक कटर, जिसमें P18 स्टील टूल्स की तुलना में बेहतर कटिंग गुण हैं, विशेष रूप से अनुमेय ऑपरेटिंग तापमान पर। और इस सामग्री के साथ, ड्रिल अच्छी तरह से नकल करता है।
हैरानी की बात है, सामान्य रूप से सस्ते चीनी पंख 5 मिमी ड्रिल, जो मुख्य रूप से सिरेमिक और ग्लास के साथ काम करने के लिए डिज़ाइन किया गया है, आसानी से न केवल हाई-स्पीड टूल स्टील P18, बल्कि अधिक टिकाऊ - ग्रेड P6M5 ड्रिल करता है।

सारांश निष्कर्ष
हमारा मानना है कि थोड़े समय और प्रयास के साथ, समान परिणाम उसी P18 स्टील से बने ड्रिल का उपयोग करके प्राप्त किया जा सकता है। इसके अलावा, इष्टतम गति का चयन, जो स्पष्ट रूप से कम होना चाहिए।
ड्रिल की आवधिक स्नेहन प्रक्रिया को भी सुविधाजनक बनाएगी, जो बेहतर धातु प्रसंस्करण और ड्रिलिंग के दौरान उपकरण को कुछ हद तक ठंडा करने में योगदान देगा। आपको कुछ पैनापन चाहिए।
बेशक, एक छेद बनाना आसान है। यहां, विशेष जांच की आवश्यकता नहीं है, सबसे महत्वपूर्ण बात, दृढ़ता और धैर्य पर्याप्त होगा। लेकिन जब इस त्वरित कटर में कम से कम एक दर्जन छेद ड्रिल करने के लिए आवश्यक है, तो तेज करने, ड्रिलिंग मोड, स्नेहन की कमी और टूल कूलिंग के सभी दोष एक निर्णायक भूमिका निभाएंगे।
Share
Pin
Tweet
Send
Share
Send