Share
Pin
Tweet
Send
Share
Send
आवश्यक सामग्री
प्रेस का निर्माण शुरू करने से पहले, आपको डिब्बे में खरीद या ढूंढनी होगी:
- स्टील वर्ग पाइप 50x50 मिमी;
- स्टील कोण 40x40 मिमी;
- स्टील स्ट्रिप 40x4 मिमी;
- स्टील प्लेट 10 मिमी;
- स्टील प्लेट 4 मिमी;
- 5 टी बोतल जैक;
- एक ट्रैंपोलिन के लिए 2 कॉइल स्प्रिंग्स;
- नट्स के साथ 2 जे-आकार के बोल्ट;
- नट्स के साथ 12 60 मिमी एम 10 बोल्ट;
- नट्स के साथ 2 एम 10 एक्स 80 मिमी बोल्ट;
- 30 मिमी लंबे षट्भुज रिंच के लिए 2 एम 10 बोल्ट;
- 16 मिमी हेक्स कुंजी के लिए 4 एम 8 बोल्ट;
- 16 मिमी द्वारा 2 बोल्ट एम 10;
- 4 बोल्ट एम 6 16 मिमी;
- एलन कुंजी के लिए 1 x 30 मिमी M10 बोल्ट
- एक एड़ी के साथ स्टॉक।
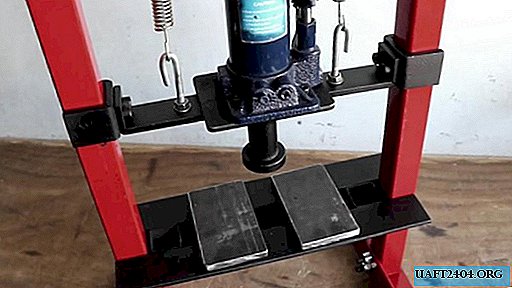
जैक से हाइड्रोलिक प्रेस के निर्माण की प्रक्रिया

सबसे पहले, एक चौकोर पाइप से 2 वर्कपीस को काटें। उन्हें आगे मशीन के मुख्य रैक के रूप में उपयोग किया जाएगा। उनकी लंबाई को जैक के मापदंडों के लिए चुना गया था। मुझे 66 सेमी मिला। मैंने भी तुरंत कोने से पैर बनाया। उनकी स्थिरता सुनिश्चित करने के लिए, 30 सेमी की लंबाई काफी पर्याप्त है।

मैंने ड्रिलिंग के लिए एक कोर अंकन की मदद से कोने पर रखा, जिसके बाद मैं एम 10 बोल्ट के लिए 2 छेद तैयार करता हूं। मैंने कोने को एक वर्ग पाइप पर रखा और ड्रिलिंग के लिए अंकन बनाने के लिए इसे 90 डिग्री पर बराबर किया। मैं वर्ग की दोनों दीवारों के माध्यम से छेद के माध्यम से तैयारी कर रहा हूं। अब मैं पाइप और कोने को लंबे बोल्ट और नट्स के साथ जोड़ता हूं।

रैक तैयार होने के बाद, मैंने 40 सेमी लंबे एक कोने से दो टुकड़े काट दिए। उनका उपयोग जैक के लिए ऊपरी प्रबलित स्टॉप के रूप में किया जाएगा। मैंने उन्हें एक समय में एक जगह रखा और ड्रिलिंग के लिए चिह्नों को लगाया। पहले मैं कोनों में छेद बनाता हूं, जिसके बाद मैं एक वर्ग को भी ड्रिल करता हूं।

मैं प्रत्येक पक्ष पर 2 एम 10 बोल्ट सम्मिलित करता हूं। मैं रैक और दोनों कोनों को एक साथ खींचता हूं।

मौजूदा मोटी स्टील प्लेट से, मैंने एक आयताकार वर्कपीस को लगभग 80 सेमी 13 सेमी तक काटा। जैक का पिस्टन इसके खिलाफ समाप्त हो जाएगा। अब मैं रैक को मोड़ देता हूं ताकि अनुप्रस्थ कोनों नीचे हो। मैंने प्लेट को इसके केंद्र में रखा और ड्रिल किया।



लोड के तहत फिसलने से राम सिलेंडर को रोकने के लिए, एक स्टॉप की आवश्यकता होती है। ऐसा करने के लिए, एक और प्लेट काट लें, लेकिन थोड़ा छोटा। ऐसा करने के लिए, 4 मिमी की एक पतली प्लेट का उपयोग करें। मैं उस पर छेद के माध्यम से बनाता हूं, उन्हें एक बड़ी प्लेट से आगे बढ़ाता हूं। मिलिंग कटर के साथ इसके केंद्र में भी मैं एक बड़ा व्यास छेद चुनता हूं, जिसमें जैक के पिस्टन की एड़ी शामिल होगी। नट्स का उपयोग नहीं करने के लिए, मैंने थ्रेड्स को एक पतली प्लेट में काट दिया। अब मैंने कोनों से दोनों प्लेटों को सहारा दिया और एम 10 बोल्ट (एक हेक्स कुंजी के लिए एक सिर के साथ 30 मिमी लंबे) के साथ सब कुछ मोड़ दिया।


अब मैं जैक के निचले हिस्से को सुरक्षित करने के लिए एक स्लाइडिंग समर्थन करता हूं। इस पर गंभीर भार नहीं डाला जाएगा, इसलिए मैंने इसे स्टील की पट्टी से बाहर करने का फैसला किया।


शुरू करने के लिए, मैंने 16 सेमी लंबे दो कंबल काट दिए। मैंने किनारों पर 5.4 और 10.8 सेमी की दूरी पर उन पर दो अनुप्रस्थ निशान बनाए। के बाद मैं एक चक्की के साथ एक पच्चर के आकार का कटौती करता हूं, लेकिन मैं अंत तक नहीं काटता हूं। परिणामी खांचे से, मैं पट्टी को मोड़ता हूं, एक यू-आकार का प्रोफ़ाइल प्राप्त करता है जो मशीन रैक के साथ आसानी से स्लाइड करता है।

रैक के स्थान पर प्रोफ़ाइल को लागू करने के बाद, मैं उनके बीच की दूरी को मापता हूं, जबकि सहिष्णुता के लिए 4 मिमी ले जाता हूं। मैं स्टील की पट्टी पर आयाम स्थानांतरित करता हूं। इसकी लंबाई 8 सेमी लंबी होनी चाहिए। मैं एक निशान बनाता हूं, पहले किनारे से 4 सेमी पीछे हट गया था। उसके बाद, मैंने उसी तरह से चक्की के आकार के खांचे को काट दिया। मैं पट्टी के किनारों पर प्राप्त पूंछ को 90 डिग्री तक मोड़ता हूं।
अब आपको पट्टी से प्राप्त रिक्त स्थान को कनेक्ट करने की आवश्यकता है। ऐसा करने के लिए, पहले पूंछ पर छेद ड्रिल करें और तुरंत उनमें धागे काट लें ताकि बाद में नट्स का उपयोग न करें। मैं यू-आकार के प्रोफ़ाइल में छेद भी तैयार करता हूं और एम 8 बोल्ट के साथ सब कुछ 16 मिमी हेक्स सिर से जोड़ता हूं।



अगला, मैं 4 मिमी के क्रॉस सेक्शन के साथ एक स्टील प्लेट लेता हूं और उस पर जैक के नीचे डाल देता हूं और इसके चारों ओर खींचता हूं, सहिष्णुता बनाता हूं और इसे काट देता हूं। मैं स्टील स्ट्रिप से बने निचले समर्थन के केंद्र में प्राप्त रिक्त पर कोशिश करता हूं। 2 छेद करें, और धागा काट लें। मैं बोल्ट की अतिरिक्त लंबाई को काटने के बाद, प्लेट और रैक को जोड़ता हूं।





मैं जैक के तल में चार छेद बनाता हूं। उसके बाद, मैंने इसे नीचे स्टॉप प्लेट, मार्क और ड्रिल पर रखा। मैंने धागा भी काटा।




प्लेट के केंद्र में, जैक समर्थन छेद के माध्यम से बनाता है। के बाद मैं आंशिक रूप से M10 बोल्ट के सिर के नीचे यह विस्तार, लेकिन मैं के माध्यम से ड्रिल नहीं है, बस टोपी डूबने के लिए।


गाइड प्रोफाइल के साथ एक स्टील की पट्टी पर, मैं छेद के माध्यम से बेस प्लेट से कुछ सेंटीमीटर पीछे हटता हूं। भविष्य में, वे स्प्रिंग्स को सुरक्षित करने के लिए उपयोगी हैं।

मैं मशीन के जंगम हिस्से को इकट्ठा करना शुरू करता हूं। सबसे पहले, मैं एलेन कुंजी का उपयोग करके प्लेट के केंद्रीय छेद में M10 बोल्ट को पेंच करता हूं। उसका सिर पूरी तरह से छिपा हुआ है। मैंने जैक को शीर्ष पर रखा और इसे छोटे बोल्ट के साथ ठीक किया, वह भी हेक्स कुंजी के तहत। मैं पट्टी के साइड होल में J- आकार के बोल्ट लगाता हूं। उन्हें दो नट के साथ कस लें।


अब, मशीन के ऊपरी स्टॉप पर, जे-आकार के बोल्ट के विपरीत, मैं दोनों कोनों के माध्यम से छेद के माध्यम से अनुप्रस्थ बनाता हूं। मैं बोल्ट सम्मिलित करता हूं और उन्हें जे हुक के साथ स्प्रिंग्स के साथ जोड़ता हूं।





फिर से मैं एक स्टील का कोना लेता हूं और प्रत्येक के 40 सेमी के 2 टुकड़े काटता हूं। उन्हें प्रेस किए गए वर्कपीस के स्थान के लिए एक स्टैंड के रूप में उपयोग किया जाएगा। जैक के ऊपरी पड़ाव को संलग्न करते समय मैंने उसी तरह से इसकी जांच की थी जिसका मैंने उपयोग किया था। कठोरता को जोड़ने के लिए, मैंने एक वर्ग पाइप के खंडों से 2 आवेषण किए, साथ ही वे प्लेटफॉर्म को ताना मारने और गिरने पर गिरने की अनुमति नहीं देंगे।


अब अंतिम चरण। मैं एक एड़ी के साथ एक स्टील की छड़ लेता हूं और वांछित लंबाई में कटौती करता हूं।


मैं इसके अंत में M10 बोल्ट के लिए एक छेद बनाता हूं। मैंने धागे को काट दिया और रॉड को बोल्ट पर पेंच किया जो पहले जैक के निचले स्टॉप के केंद्र में खराब हो गया था।




यह केवल रैक में छेद के माध्यम से बनाने के लिए बनी हुई है ताकि प्लेटफ़ॉर्म की ऊंचाई को वर्कपीस के आवश्यक मापदंडों में बदल सकें। मैंने अभी तक केवल एक युगल किया है, भविष्य में यदि आवश्यक हो तो मैं ड्रिल करूंगा।



आप परीक्षण शुरू कर सकते हैं। मानक जैक हैंडल आरामदायक नहीं है, इसलिए मैंने इसे एक लंबी ट्यूब के साथ बदल दिया।

जंग से बचाने के लिए, उसने सब कुछ लाल और काले रंग में रंग दिया।

संयोजन करते समय, मैंने वेल्डिंग का उपयोग करने से इनकार कर दिया, क्योंकि सही कोणों का निरीक्षण करना महत्वपूर्ण है। वेल्डिंग करते समय, भाग किनारे की ओर ले जा सकता है। जैसा कि आप जानते हैं - तिरछा, दबाव और वेल्ड असंगत हैं। डिजाइन का मुख्य लाभ यह है कि यदि आवश्यक हो, तो मैं हमेशा जैक को हटा सकता हूं और इसे वापस रख सकता हूं।




विनिर्माण प्रक्रिया का वीडियो देखें
Share
Pin
Tweet
Send
Share
Send