Share
Pin
Tweet
Send
Share
Send
आप एक साधारण चक्की के meringue पर भी शीट सामग्री को काटने के लिए एक पूर्ण मशीन प्राप्त कर सकते हैं, जिसे मैं प्रदर्शित करूंगा। मैंने एक रैखिक गाइड बनाया, जिसका उपयोग करके आप धातु, लकड़ी, प्लास्टिक और यहां तक कि सिरेमिक टाइल काट सकते हैं। यह निर्माण करने के लिए अपेक्षाकृत सस्ता है, थोड़ी जगह लेता है और बहुमुखी है।
सामग्री खर्च हुई
मेरे आकार के अनुसार एक चक्की के लिए रैक बनाने के लिए आपको आवश्यकता होगी:
- प्रोफाइल पाइप 40x20 मिमी - 0.32 मीटर;
- प्रोफ़ाइल पाइप 20x20 मिमी - 1.38 मीटर;
- प्रोफ़ाइल पाइप 15x15 मिमी - 0.34 मीटर;
- पट्टी 40 मिमी - 0.14 मीटर;
- पट्टी 20 मिमी - 0.16 मीटर;
- बीयरिंग 100 वीं श्रृंखला - 16 पीसी ।;
- षट्भुज 75 मिमी के लिए एम 10 बोल्ट - 8 पीसी ।;
- एम 10 नट - 12 पीसी ।;
- 10 मिमी वाशर - 32 पीसी ।;
- एम 12 लंबे नट - 3 पीसी ।;
- लंबे अखरोट एम 10;
- 200 मिमी के पूर्ण धागे के साथ एम 12 बोल्ट;
- बोल्ट M10 40 मिमी - 2 पीसी ।;
- 70 मिमी हेक्स बोल्ट;
- प्रोफ़ाइल के लिए प्लग 20x20 - 6 पीसी ।;
- प्रोफ़ाइल के लिए प्लग 40x20 - 1 पीसी ।;
- एक गाइड के लिए प्रोफ़ाइल पाइप 50x50 - 2 मीटर या अधिक।
रेल और गाड़ी निर्माण

पहले आपको एक रैखिक गाइड के लिए एक रोलर गाड़ी बनाने की आवश्यकता होती है। 20x20 मिमी के एक खंड के साथ एक प्रोफ़ाइल पाइप को इसके आधार के रूप में उपयोग किया जाएगा। 300 मिमी लंबे के 4 टुकड़े आवश्यक हैं।

अब आपको भागों के भविष्य के कनेक्शन के लिए छेद के माध्यम से ड्रिल करने की आवश्यकता है। उनके केंद्र प्रोफाइल पाइप के प्रत्येक किनारे से 25 मिमी स्थित हैं। 11 मिमी के व्यास के साथ एक ड्रिल की आवश्यकता है।

दूसरी तरफ प्रबुद्ध प्रोफ़ाइल को चालू करना, और पहले से ही 50 मिमी पीछे हटना, इसी तरह छेद के माध्यम से प्रत्येक तरफ बनाया जाता है। एक 11 मिमी ड्रिल का उपयोग किया जाता है।
गाड़ी की असेंबली में बाद में उपयोग किए गए बोल्टों को छिपाने के लिए, वर्कपीस में छेद के माध्यम से पूरा किया जाना चाहिए। इसके लिए, प्रत्येक प्रोफ़ाइल की एक दीवार को 17 मिमी के व्यास के साथ ड्रिल का उपयोग करके ड्रिल किया जाना चाहिए। इसलिए सभी 16 छेदों को अंतिम रूप दिया जा रहा है, शेष 16 आसन्न बरकरार हैं।

अब आपको ग्राइंडर को सुरक्षित करने के लिए कंधे बनाने की आवश्यकता है। इसके लिए, 300 मिमी की लंबाई के साथ एक प्रोफाइल पाइप 40x20 का उपयोग किया जाता है।

काटने के दौरान आगे की गहराई को समायोजित करने में सक्षम होने के लिए, एक अतिरिक्त समायोजन तत्व की आवश्यकता होती है। यह एक प्रोफाइल पाइप 20x20 मिमी से बनाया गया है। 160 मिमी की लंबाई तैयार की जाती है। इसके सिरे 45 डिग्री के कोण पर काटे जाते हैं। आप इसे आंख से काट सकते हैं, क्योंकि सटीकता इतनी महत्वपूर्ण नहीं है।
15x15 मिमी के क्रॉस सेक्शन वाले प्रोफाइल पाइप से, 40 मीटर की लंबाई में छोटे स्पैसर काटे जाने चाहिए। कुल 8 टुकड़ों की आवश्यकता है।

इन ब्लैंक के साथ समाप्त होने के बाद, उन्हें एक साथ इकट्ठा करने का समय आ गया है। 200 मिमी लंबे एक ठोस धागे के साथ एक एम 12 बोल्ट एक कनेक्टिंग लूप के रूप में उपयोग किया जाएगा। 3 लंबे नट M12 इस पर खराब हैं।
टेबल पर क्लैंप के साथ नट के साथ निश्चित बोल्ट होने से, आपको प्रोफाइल की एक जोड़ी 20x20 और एक 40x20 से रिक्त स्थान संलग्न करना होगा। नट्स को पाइप्स को वेल्डेड करने की आवश्यकता होती है।

40 मिमी चौड़ी एक स्टील की पट्टी से, 2 वर्कपीस 50 मिमी लंबी होनी चाहिए। किनारों के करीब केंद्रित, छेद के माध्यम से 11 मिमी का एक छेद ड्रिल करें।

हैंडल को संलग्न करने के लिए उपयोग किए जाने वाले मानक छेदों में ग्राइंडर रिड्यूसर के लिए प्लेटों को खराब करने की आवश्यकता होती है। कुछ उपकरणों में, इन छेदों को M8 बोल्ट के लिए बनाया जा सकता है, जिन्हें ध्यान में रखना होगा। विश्वसनीयता के लिए, एम 10 क्लैंपिंग बोल्ट 40 मिमी नट से सुसज्जित होना चाहिए। बोल्ट प्लेट के माध्यम से गियरबॉक्स में खराब हो जाते हैं और नट्स के साथ कड़े होते हैं।

40x20 मिमी और वेल्ड के प्रोफाइल से वर्कपीस के साथ प्लेट्स के साथ ग्राइंडर संलग्न करना आवश्यक है। उसके बाद, टूल को हटाया जा सकता है ताकि नुकसान न हो अगर बन्धन पहले से ही सुरक्षित रूप से उबला हुआ है।

आँख से, बढ़ते हुए प्लेट से थोड़ा हटकर, एक 20x20 प्रोफ़ाइल 160 मिमी लंबे पहले से बने वर्कपीस को वेल्डेड किया जाता है। एंग ग्राइंडर के लिए माउंट के रूप में उसी पट्टी से एक स्टब को इसके मुफ्त छोर पर पकाया जाता है। एक छेद प्लेट के उभरे हुए कान पर ड्रिल किया जाता है, और उस पर एक M10 अखरोट को वेल्डेड किया जाता है। संरचना को मजबूत करने के लिए, प्रोफ़ाइल के किनारे के अलावा, 160 मिमी लंबे स्टील स्ट्रिप को वेल्ड करना आवश्यक है, जिसे 45 डिग्री पर भी देखा जाता है।



अब वेल्डिंग का काम पूरी तरह से समाप्त हो गया है और आप कोडांतरण शुरू कर सकते हैं। यह विवरण चित्रित करने का समय है।


यह गाड़ी को इकट्ठा करने का समय है। इसके लिए 75 मिमी लंबे षट्भुज के लिए M10 शिकंजा की आवश्यकता होगी। अपने बीच प्रोफ़ाइल 20x20 मिमी के वर्कपीस को कसने के लिए आवश्यक है। उसी समय, उनके बीच एक पाई खींची जाती है: एक वॉशर, एक असर, एक वॉशर, एक स्पेसर, एक वॉशर, एक असर, एक वॉशर। इसे 7 बार दोहराते हुए, परिणाम एक समाप्त गाड़ी है।


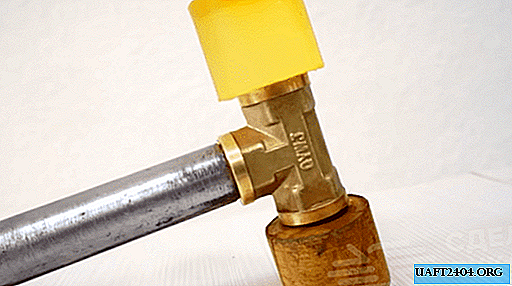
अब आपको खुद चक्की के लिए एक कंधे को इकट्ठा करने की आवश्यकता है। वह इसे बोल्ट के साथ खराब कर दिया जाता है और नट्स के साथ दबाया जाता है। इस इकाई को इकट्ठा करते समय, धागे को अच्छी तरह से कसने के लिए आवश्यक है ताकि ऑपरेशन के दौरान उपकरण मुक्त न हो जाए।

गाड़ी गाइड प्रोफाइल पाइप 50x50 मिमी पर शुरू होती है, जिसके तहत यह वास्तव में बनाया गया था। यह एक लंबे बोल्ट में पेंच रहता है, जिससे कंधे को चक्की के साथ जोड़ा जाता है। बोल्ट को पूरी तरह से कड़ा नहीं होना चाहिए ताकि उपकरण से मानक संभाल को सुरक्षित करने के लिए लंबे कंधे के नट में जगह हो।

अब आपको कट की गहराई को समायोजित करने के लिए तंत्र लगाने की आवश्यकता है। ऐसा करने के लिए, एक ठोस धागे के साथ षट्भुज के नीचे ग्राइंडर के कंधे पर खड़ी प्रोफ़ाइल की आंख में एम 10 बोल्ट 70 मिमी लंबा पेंच। चूंकि मेरे पास उपयुक्त लंबाई का हार्डवेयर नहीं था, इसलिए मैंने एक लंबा अखरोट और एक ताला अखरोट लगाकर इसे बढ़ाया।
डिज़ाइन को समाप्त रूप देने के लिए, प्रोफ़ाइल पाइप के सिरों पर प्लास्टिक के प्लग लगाने के लिए इसे चोट नहीं पहुंचती है।




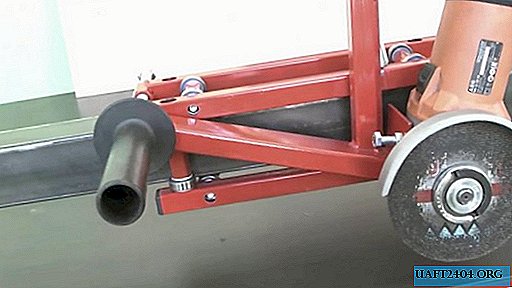
रोलर गाड़ी के साथ रैखिक गाइड उपयोग के लिए तैयार है। इसकी ऊंचाई लकड़ी के ब्लॉकों के अस्तर द्वारा नियंत्रित की जाती है। उपकरण तालिका के किनारे पर स्थित है। काटने के लिए रिक्त स्थान को बेंच क्लैम्प की एक जोड़ी द्वारा दबाया जाता है। सुविधा के लिए, कई पास में कटिंग करना संभव है, हर बार गश में गहराई जोड़ते हुए।










Share
Pin
Tweet
Send
Share
Send