Share
Pin
Tweet
Send
Share
Send

की आवश्यकता होगी
उल्लेख किए गए गियर के अलावा, हमें स्टील पाइप के एक छोटे सेगमेंट और टाइमिंग गियर के बढ़ते छेद के अनुप्रस्थ आकार के साथ बोल्ट कनेक्शन की आवश्यकता होगी।
काम में, हमें निम्नलिखित उपकरणों और उपकरणों का उपयोग करना होगा:
- खराद और चक्की;
- vernier कैलिपर;
- किसी न किसी और पतली पायदान के साथ धातु के लिए फाइलें;
- बेंच वाइज़ और क्लैंप;
- समायोज्य रिंच और हथौड़ा;
- एसिटिलीन गैस वेल्डिंग;
- पानी का एक कंटेनर।
टाइमिंग गियर से लकड़ी के लिए मिलिंग कटर के निर्माण की प्रक्रिया
एक खराद पर प्रसंस्करण के दौरान गियर की धड़कन को बाहर करने के लिए, हम चक में धातु ट्यूब को जकड़ते हैं और गियर के लैंडिंग छेद के व्यास के लिए इसके छोर को पीसते हैं।

हम इसे ट्यूब के मुड़ छोर पर स्थापित करते हैं, इसे टेलस्टॉक के साथ दबाते हैं और वर्कपीस के अंतिम चेहरे को संसाधित करते हैं।

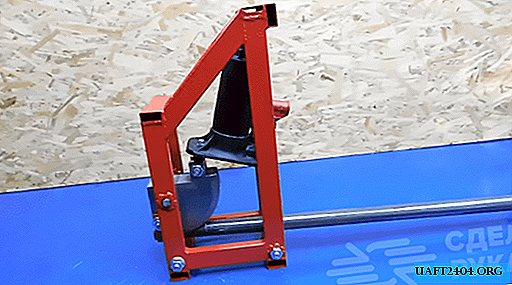
हम सबसे महत्वपूर्ण ऑपरेशन के लिए आगे बढ़ते हैं - गियर पर दांत काटते हुए। ऐसा करने के लिए, इसे सुरक्षित रूप से एक वाइस में तय किया जाना चाहिए, जो एक विशेष धारक के बिना करना आसान नहीं है।
इसे बनाना मुश्किल नहीं है। हम गियर बोर में व्यास और लंबाई में उपयुक्त एक बोल्ट सम्मिलित करते हैं, वर्कपीस के दूसरी तरफ, वॉशर को बोल्ट पर रखा जाता है, फिर आस्तीन, और एक समायोज्य रिंच का उपयोग करके अखरोट के साथ विधानसभा को कस कर।
अब धारक के लिए वर्कपीस-गियर को सुरक्षित रूप से ठीक करना संभव है और एक ग्राइंडर के साथ गियर के सभी खोखले के साथ एक ही गहराई के खांचे काट लें। वे दांतों की ऊंचाई और भविष्य के कटर के तेज के कोण को निर्धारित करेंगे।


वर्कपीस में खांचे काटने के बाद, हम धारक को अलग करते हैं, अखरोट और आस्तीन को हटाते हैं। हम बोल्ट रॉड को एक उपाध्यक्ष में जकड़ते हैं ताकि गियर पक्ष में हो और इसे क्षैतिज रूप से स्थित बोल्ट के चारों ओर एक कुंजी के साथ घुमाया जा सके।

गणना किए गए पीस कोण को सेट करने के बाद, हम गियर की अंतिम सतह पर भविष्य के कटर के काटने वाले दांतों को काटने के लिए एक चक्की का उपयोग करते हैं।

बेंच वाइज़ पर बोल्ट फ़्लैट के साथ गियर बिछाकर, बर्रों को हटा दें और दाँतों को अंतिम आकार दें, पहले एक रफ नॉट वाली फाइल के साथ, और फिर उथले एक के साथ।

एक बार फिर, हम पूरी तरह से गियर-वर्कपीस पर धारक को स्थापित करते हैं और लाल होने तक इसे गर्म करने के लिए गैस-एसिटिलीन वेल्डिंग मशाल का उपयोग करते हैं, और फिर इसे पानी के कंटेनर में तेजी से कम करते हैं।


हम शमन की कठोरता की जांच करते हैं और ध्यान देते हैं कि धातु पर्याप्त रूप से कठोर नहीं है, क्योंकि इसे एक छोटी पायदान के साथ एक फ़ाइल के साथ संसाधित किया जा सकता है।
एक बार फिर, हम वर्कपीस को गर्म करते हैं, लेकिन एक उच्च तापमान पर, और धातु को एक चमकदार लाल चमक में लाते हैं, जिसके बाद हम सख्त के लिए पानी के साथ एक कंटेनर में लगभग समाप्त मिल को विसर्जित करते हैं।
हम धारक के लिए आस्तीन से एक छोटे से एक पीसते हैं ताकि हमारे कटर 16 मिमी के बढ़ते छेद और 14 मिमी की चक्की के व्यास के व्यास की भरपाई कर सकें।

एक घर का बना लकड़ी मिलिंग कटर का परीक्षण
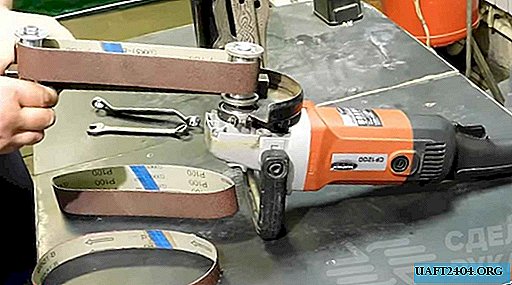
हम ग्राइंडर के धुरी से काटने की डिस्क को निकालते हैं, एडेप्टर आस्तीन और उस पर स्थापित करते हैं - घर का बना चक्की उनके समय गियर्स से बना है, और एक क्लैंपिंग नट के साथ सब कुछ ठीक करें।


बोर्ड के एक हिस्से को क्लैंप का उपयोग करके कार्यक्षेत्र की मेज पर मजबूती से दबाएं, ग्राइंडर को चालू करें और इसे लोड के बिना बेकार में जांचें। उपकरण आसानी से चलता है, कोई कंपन महसूस नहीं किया जाता है।
हम गति जोड़ते हैं और बोर्ड की सतह को मिलाना शुरू करते हैं। तुरंत हम हाथों पर एक ध्यान देने योग्य तनाव महसूस करते हैं, जो इंगित करता है कि लकड़ी का एक बड़ा हटाने है। सुविधा और सुरक्षा के लिए, हम कोण की चक्की शरीर में एक साइड हैंडल को पेंच करते हैं।

यदि आगे का काम नाजुक है, तो घर-निर्मित कटर के दांतों को तेज करने के कोण को छोटा करने की जरूरत है, उत्पादकता बढ़ाने के लिए, इसके विपरीत, इसे और अधिक किया जाता है।
Share
Pin
Tweet
Send
Share
Send