Share
Pin
Tweet
Send
Share
Send
गैरेज और देश में उपयोग के लिए एक वेल्डिंग इकाई बनाना आवश्यक था। सरल लेकिन शक्तिशाली, 12 मिमी मोटी तक स्टील को वेल्ड करने के लिए 200 ए तक का आउटपुट करंट। इलेक्ट्रोड "चार" या "पांच"।


चाहिए
- माइक्रोवेव ओवन से चार नए या प्रयुक्त पावर ट्रांसफार्मर;
- कम से कम 50 मिमी 2 के क्रॉस सेक्शन के साथ अछूता फंसे तार;
- Crimping तारों और प्रेस सरौता के लिए आस्तीन;
- सरल धातुकर्म और बढ़ईगीरी उपकरण;
- तंत्र के लिए बहुपरत प्लाईवुड;
- मल्टीमीटर और रिमोट थर्मामीटर;
- विभिन्न छोटी चीजें, फास्टनरों, पेंट और अधिक।
विद्युत भागों का निर्माण
माइक्रोवेव की मरम्मत की दुकानों में, खुद को नए या इस्तेमाल किए जा सकने वाले ट्रांसफॉर्मर को अच्छी छूट के साथ खरीदा जा सकता है।

हम दूसरी विंडिंग निकालते हैं। आप धातु के लिए एक कटिंग डिस्क या एक पारंपरिक हैकसॉ का उपयोग कर सकते हैं। मुख्य बात प्राथमिक घुमावदार क्षति नहीं है!

कट "प्राथमिक" के अवशेष एक दाढ़ी या किसी भी उपयुक्त स्टील रॉड से दस्तक देते हैं।

फिर एक मुफ्त "विंडो" में सावधानीपूर्वक केबल के 10 मोड़ रखे।

हम 15 सेमी पर निष्कर्ष छोड़ते हैं।

शेष ट्रांसफार्मर के साथ ऑपरेशन को दोहराएं।
विद्युत भाग की जाँच
भविष्य की वेल्डिंग मशीन के इलेक्ट्रिक्स की जांच करना आवश्यक है।
चेतावनी!
सभी आगे विद्युत स्थापना कार्य केवल डी-एनर्जेटिक डिवाइस के साथ किया जाना चाहिए!
हम योजना के अनुसार घुमावदार के घुमाव को जोड़ते हैं।

नेटवर्क, पूर्व माध्यमिक, "समानांतर" में।

आउटपुट वाइंडिंग्स को श्रृंखला में इकट्ठा किया जाता है।

इस मामले में, यह आवश्यक है कि एक वाइंडिंग के आउटपुट बाद के इनपुट से जुड़े हों!
हम नेटवर्क वाइंडिंग्स को एक शक्तिशाली 220 वी आउटलेट से कनेक्ट करते हैं। हम लोड की अनुपस्थिति में, यूनिट द्वारा खपत की गई वर्तमान की जांच करते हैं।
11 ए के बारे में, बहुत अधिक है, लेकिन मुस्कराते हुए।
हम संयुक्त बिजली वेल्डिंग वाइंडिंग के आउटपुट पर वोल्टेज को मापते हैं। परिणाम 35 - 37 V का वोल्टेज था। प्रत्येक ट्रांसफार्मर में 9 V होता है।

फिर हम चाप के प्रज्वलन की संभावना की जांच करते हैं, और स्टील भागों की एक जोड़ी को वेल्ड करने की कोशिश करते हैं।
रसोइयों! सीम उत्कृष्ट है।

वेल्डिंग के दौरान, इनपुट वर्तमान 32 - 35 ए, चाप वर्तमान 170 - 190 ए।
हम ट्रांसफार्मर की हीटिंग की जांच करते हैं, यह 80 0C से अधिक नहीं है। स्वीकार्य।

आवास
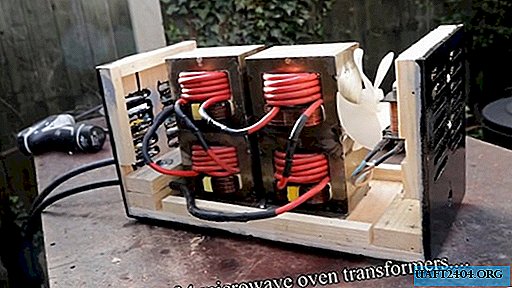
हम दो में ट्रांसफॉर्मर को वेल्ड करते हैं।

आप धातु का एक शरीर बना सकते हैं, आप कुछ तैयार कर सकते हैं। प्लाईवुड से बनाना मेरे लिए आसान था।


आवास में बड़े वेंटिलेशन छेद होने चाहिए।



हम ट्रांसफॉर्मर के जबरन उड़ाने के लिए पंखा लगाते हैं।

अंतिम विधानसभा
हम आवास में सभी नोड्स और भागों को माउंट करते हैं। हम संबंधित व्यास के वाइंडिंग्स, नेटवर्क और आउटपुट वेल्डिंग, धातु आस्तीन के लीड का कनेक्शन बनाते हैं। हम आस्तीन को प्रेस चिमटे के साथ संपीड़ित करते हैं।


हम जोड़ों को गर्मी हटना ट्यूबों के साथ अलग करते हैं, उन्हें हेअर ड्रायर के साथ गरम करते हैं।
ढक्कन बंद करें, डिवाइस तैयार है।

काम की जाँच
हमने दो 6 मिमी वेल्ड किया। स्टील की प्लेटें। चाप चिकनी है, वर्तमान का कोई "ड्राडाउन" नहीं है। सीम एक गहरी पैठ के साथ प्राप्त की जाती है।


मामले में छेद के माध्यम से हम ओवरहीटिंग के लिए ट्रांसफार्मर की जांच करते हैं। तापमान 40 0C से थोड़ा अधिक है।
12 मिमी के साथ वेल्डिंग दोहराएं। स्टील का स्क्रैप। परिणाम फिर से सकारात्मक है।
"वेल्डर" निकला!
सच है, यह याद रखने योग्य है कि डिवाइस में ट्रांसफार्मर अपेक्षाकृत छोटे हैं। इसलिए, वेल्डिंग इकाई पीवी (शामिल करने की अवधि) या पीएन (लोड की अवधि) के लिए सबसे महत्वपूर्ण विशेषता छोटा 20-30% है। 3 मिनट के लिए पकाया जाता है, तंत्र को 7-8 मिनट तक आराम करने दें। इस समय, आप इलेक्ट्रोड को बदल सकते हैं, भागों को फिर से व्यवस्थित करने के लिए, बस आराम कर सकते हैं।
डिवाइस के प्रदर्शन को बढ़ाने के लिए, इसके हीटिंग को कम करें, यह अधिक शक्तिशाली प्रशंसक लगाने या दूसरा डालने के लिए समझ में आता है। एक हवा उड़ाएगा, दूसरा खींचेगा। शीतलन दक्षता बढ़ेगी।
Share
Pin
Tweet
Send
Share
Send









