Share
Pin
Tweet
Send
Share
Send
बेशक, यह मैन्युअल काम के साथ एक अनुभवी ग्राइंडर के लिए भी मुश्किल नहीं है। आवश्यक पैनापन कोण को झेलना हर किसी के लिए आसान नहीं होगा। क्या उनके लिए यह संभव है कि कुंद चाकूओं की समस्या बेकार पड़ेगी?

इस विधेय के तीन तरीके हैं: चाकू को तेज करना सीखना, लेकिन इसमें बहुत समय, धैर्य और प्रयास लगेगा; हर बार एक पेशेवर से उसकी महंगी सेवा के लिए मदद और भुगतान के लिए पूछें; चाकू को अपने आप तेज कर दें और धार तेज करने के कोण के बारे में न सोचें।
नीचे हम दो अपघर्षक पहियों के साथ एक इलेक्ट्रिक शार्पनर के आधार पर चाकू को तेज करने के लिए एक उपकरण बनाने की विधि पर विचार करेंगे।
की आवश्यकता होगी
ताकि काम में बहुत समय और ऊर्जा न लगे, स्टॉक में होना अच्छा है: एक वेल्डिंग मशीन, मशीनें (ड्रिलिंग, मिलिंग और मोड़), एक पेंडुलम आरा, ड्रिल, ग्राइंडर, रिंच, अंकन उपकरण आदि।
सामग्री और घटकों से, पहले से ही उल्लिखित इलेक्ट्रिक शार्पनर के अलावा, स्टॉक करना आवश्यक है:
- एक धातु शीट 10 मिमी मोटी;
- वर्ग ट्यूब (आसन्न आकार के दो टुकड़े);
- 400 मिमी लंबी और 15-20 मिमी व्यास में गोल धातु की छड़;
- थ्रेडेड फास्टनरों (बोल्ट, नट, वाशर), आदि।
चाकू चोखा बनाना
काम में दो अपेक्षाकृत स्वतंत्र चरण शामिल होंगे: एक इलेक्ट्रिक शार्पनर की व्यवस्था और एक चाकू धारक का निर्माण जो आवश्यक तीक्ष्ण कोण प्रदान करता है।
चोखा की व्यवस्था
चाकू की उच्च गुणवत्ता वाले तीक्ष्णता के लिए आवश्यक शर्तों में से एक पीस उपकरण की स्थिरता है। इसलिए, हम आकार और मोटाई में उपयुक्त धातु शीट का उपयोग करते हैं जो इलेक्ट्रिक शार्पनर के लिए आधार है।

एक टेप उपाय, कोर और हथौड़ा का उपयोग करके, हम चार छेदों के केंद्रों को चिह्नित करते हैं, इलेक्ट्रिक शार्पनर प्लेट पर छेदों को दोहराते हैं। हम ड्रिलिंग मशीन पर अंकन के अनुसार छेद ड्रिल करते हैं और, बोल्ट और नट्स का उपयोग करके, हम धातु के आधार पर इलेक्ट्रिक शार्पनर को ठीक करते हैं।

हमने एक पेंडुलम के साथ काट दिया, देखा कि पहले से अधिक लंबाई के साथ गणना किए गए वर्ग पाइपों के दो टुकड़े, एक स्वतंत्र रूप से होना चाहिए, लेकिन एक बड़े अंतर के बिना, दूसरे में प्रवेश करें।

एक छोटे से क्रॉस सेक्शन के पाइप में, एक छेद के माध्यम से एक छेद होता है, जिसका व्यास धातु की छड़ के व्यास से थोड़ा बड़ा होना चाहिए। दूसरे पाइप में, हम एक छोर से लॉकिंग बोल्ट के लिए एक छेद की योजना भी बनाते हैं और ड्रिल करते हैं।

हम केंद्र में एक बड़े क्रॉस सेक्शन के एक पाइप को आधार पर तय शार्पनर के विपरीत वेल्ड करते हैं, ऐसी स्थिति में कि फिक्सिंग बोल्ट बाहर की ओर दिखता है और शीर्ष पर है। पिघला हुआ धातु की बूंदों, स्पार्क्स और पैमाने को वेल्डिंग से विद्युत मोटर को नुकसान पहुंचाने से रोकने के लिए, हम इसे वेल्डिंग कंबल के साथ कवर करते हैं।

हम रॉड को एक छोटे से क्रॉस सेक्शन के पाइप में ड्रिल किए गए छेद में बीच में सख्ती से डालते हैं और इसे पाइप की इस स्थिति में वेल्ड कर देते हैं, पहले दाएं त्रिकोण के साथ इन संभोग भागों की लंबवतता की जांच करते हैं।


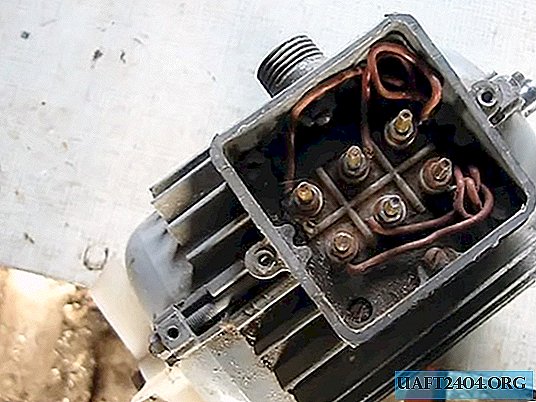
यदि यह पहले से नहीं किया गया है, तो बेस से बिजली शार्पनर को हटा दें और इलेक्ट्रिक बॉक्स को संशोधित करें, फिर शार्पनर को फिर से स्थापित करें और इसकी संचालन क्षमता की जांच करें।
हम आधार के लिए वेल्डेड पाइप में रॉड के साथ पाइप को सम्मिलित करते हैं और बोल्ट की मदद से आप एक विशिष्ट चाकू को तेज करने के लिए आवश्यक ऊंचाई निर्धारित कर सकते हैं। इलेक्ट्रिक शार्पनर की व्यवस्था का यह अंतिम चरण था। काम के दूसरे चरण में हो रही है।


इलेक्ट्रिक शार्पनर के लिए, हम रोटेशन की दिशा बदलते हैं।


चाकू बनाने वाला
जैसा कि पहले से ही उल्लेख किया गया है, चाकू की तीक्ष्णता की गुणवत्ता, सबसे पहले, तीक्ष्णता के कोण की स्थिरता सुनिश्चित करने पर निर्भर करती है। हम जो धारक बनाने जा रहे हैं वह सिर्फ इसके लिए है।
हम तीन तत्वों के इच्छित आयामों के अनुसार धातु वर्कपीस को चिह्नित करते हैं, जो धारदार होने पर सर्कल की सतह पर दिए गए कोण पर चाकू ब्लेड के कैप्चर और विश्वसनीय अवधारण को सुनिश्चित करेगा।

हमने उन्हें कटौती की गुणवत्ता और आरा ब्लेड की सुरक्षा में सुधार के लिए स्नेहक के साथ देखा एक पेंडुलम के साथ काट दिया।
हम सभी तीन तत्वों को मिलिंग मशीन के वाइस में "वाइज" में जकड़ देते हैं और सतहों को आवश्यक आकार में संसाधित करते हैं और स्थिति के प्रत्येक परिवर्तन के साथ हम हैंड फाइल के साथ बर्रों को हटाते हैं।



दो वर्कपीस पर हम चाकू ब्लेड पकड़ और पकड़ के लिए जबड़े बनाते हैं। इसके लिए, उनमें से प्रत्येक को एक तरफ उनके आकार के लिए तैयार किया जाता है। तीसरे वर्कपीस को आकार में दोनों तरफ मसल दिया जाता है। यह जबड़े के साथ उसके पार्श्व पकड़ को हासिल करने के लिए आधार के रूप में काम करेगा।

मध्य भाग में स्थित होने वाले हिस्से पर, मिल्ड भाग पर, हम दो छेदों को सममित रूप से स्थित करते हैं जो किनारों के करीब अनुदैर्ध्य अक्ष पर और आधार से थोड़ा ऑफसेट होते हैं। हम उन्हें ड्रिलिंग मशीन पर ड्रिल करते हैं।
इस भाग को एक नमूने के रूप में उपयोग करते हुए, दो अन्य रिक्त स्थान पर एक ड्रिल और एक पतली ड्रिल के साथ प्रतिक्रिया बिंदुओं को चिह्नित करें।
फिर हम एक बड़े-व्यास वाले ड्रिल के साथ उथले गहराई तक चिह्नित स्थानों को ड्रिल करते हैं (हम बनाते हैं, तरह तरह के घोंसले बनाते हैं)।
हम केंद्रीय तत्व के छेद में पेंच करते हैं, एक ही आउटपुट के साथ आवश्यक लंबाई के दो पिन, जो कि साइड तत्वों को स्थापित करते समय, अवकाशों में चले जाएंगे और उन्हें पकड़ लेंगे, लेकिन जबड़े, अभिसरण और विचलन के साथ हस्तक्षेप न करें।
ज्यामितीय केंद्र में पार्श्व जबड़े के तत्वों में, हम एक ही व्यास के छेदों को रेखांकित करते हैं और ड्रिल करते हैं और थ्रेड्स को हैंड टैप से काटते हैं।
हम डिवाइस की उपस्थिति और ऑपरेशन में आसानी को पूरा करने के लिए जबड़े के बाहरी किनारों की पिसाई करते हैं। हम केंद्रीय तत्व के मिलिंग छोर के दोनों किनारों पर चम्फर को भी हटाते हैं ताकि जवानों के समायोजन में हस्तक्षेप न करें।

केंद्रीय तत्व के आधार के केंद्र में, हम मैन्ड्रे के लिए एक अंधे छेद की रूपरेखा और ड्रिल करते हैं।

हम दो-घटक गोंद को मिलाते हैं और इसके साथ अंधा छेद में आवश्यक लंबाई के खराद को ठीक करते हैं। यौगिक को जब्त करने और सख्त करने दें। ऐसा करने के लिए, हम लकड़ी के वज़ में एक खराद के साथ केंद्रीय तत्व को ठीक करते हैं।
हम खराद चक में गणना किए गए व्यास की एक धातु पट्टी को जकड़ें और केंद्र के छेद को ड्रिल के व्यास की तुलना में थोड़ा बड़ा करें, समय-समय पर ड्रिलिंग क्षेत्र में ग्रीस जोड़ते हैं।
फिर हमने लगभग 10-12 मिमी ऊंचे एक सिलेंडर को काट दिया और साइड की सतह पर एक छेद ड्रिल किया, उसके बाद एक लॉकिंग स्क्रू के लिए नल के साथ थ्रेडिंग की।


बाहर से साइड तत्वों में से एक पर, बोल्ट हेड फ्लश को स्थापित करने के लिए एक केंद्रीय छेद ड्रिल करें।
अंत में, हम ग्राइंडर पर प्रसंस्करण करके स्थिरता की सतह को समाप्त करते हैं, पहले एक अंतहीन एमरी टेप के साथ, और फिर एक नैप टेप के साथ।


यह समायोज्य धारक के तत्वों को एक साथ इकट्ठा करने के लिए जबड़े में कनेक्टिंग बोल्ट को पेंच करके और खराद का धुरा पर बेलनाकार अंगूठी को सुरक्षित करता है, इसे लॉकिंग स्क्रू के साथ सही जगह पर स्थापित करता है।
स्थिरता परीक्षण
हम चाकू के ब्लेड को धारक के जबड़े में पकड़ते हैं और अनुप्रस्थ छड़ की आवश्यक ऊंचाई और बेलपत्र की अंगूठी को नीचे या ऊपर घुमाकर और जहां इसे एक विशेष पेंच के साथ आवश्यक रखते हैं, की लंबाई निर्धारित करते हैं।
ब्लेड की पूरी लंबाई के साथ समान रहने के लिए तीक्ष्ण कोण के लिए, यह बिजली के शार्पनर के हलकों के सामने क्षैतिज रूप से लगाए गए रॉड की सतह पर खराद पर तय किए गए बेलनाकार अंगूठी के फिसलने को सुनिश्चित करने के लिए पर्याप्त है।


बिना किसी तनाव के एक छोटे से तेज करने के बाद, चाकू आसानी से वजन से कागज लिखने की एक शीट काट देता है, जो इसकी उत्कृष्ट तीक्ष्णता की पुष्टि करता है।



Share
Pin
Tweet
Send
Share
Send