Share
Pin
Tweet
Send
Share
Send


चलो 150 मिमी के व्यास के साथ एक गोल पीवीसी पाइप से अपने स्वयं के हाथों से 150 से 150 मिमी के क्रॉस सेक्शन के साथ एक वर्ग पाइप बनाने की कोशिश करें। ऐसा करने के लिए, हमें कुछ और लकड़ी के बोर्ड या चिपबोर्ड से, साथ ही एक हेअर ड्रायर, अधिमानतः एक निर्माण, और एक हथौड़ा की आवश्यकता है। अपने हाथों पर दस्ताने पहनना उचित है, क्योंकि पाइप को 140 डिग्री सेल्सियस तक गर्म करना होगा।
तैयारी गतिविधियाँ
सबसे अधिक जिम्मेदार प्रारंभिक कार्य जो हमें इंतजार कर रहा है, वह है इसके ताप और परिवर्तन के दौरान गोल पाइप को अलग करने के लिए बोर्डों की चौड़ाई और उनके बीच डालने की मोटाई की गणना करना।

यदि स्पेसर आयामों में, विशेष रूप से, आवश्यक चौड़ाई से कम हो जाते हैं, तो पाइप काफी चौकोर नहीं होगा, और यदि अनुमेय आकार पार हो जाता है, तो यह मोड़ बिंदुओं पर टूटने की अधिक संभावना है।
बोर्डों की चौड़ाई 150 मिमी के व्यास के साथ पाइप में उत्कीर्ण वर्ग के किनारे के अनुरूप होनी चाहिए, ज़ाहिर है, इसकी दीवारों की मोटाई को ध्यान में रखते हुए। हमारे मामले में, दो सबसे बाहरी बोर्डों की चौड़ाई 112 मिमी और लंबाई एक समान पाइप के आकार से थोड़ी बड़ी होनी चाहिए।

उनके बीच का आवेषण, जिसे हम पहले एक स्पेसर कहते थे, 15 मिमी के साइड बोर्ड की मोटाई को ध्यान में रखते हुए, 80 से 80 मिमी का एक खंड होना चाहिए और इस आकार की कोई सरणी नहीं होने पर समग्र हो सकता है।
एक गोल पाइप को एक वर्ग में बदल दें

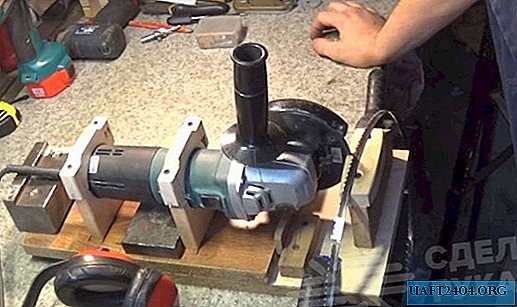
इस स्तर पर, एक हेयर ड्रायर खेलने में आता है, जिसके साथ हम गोल पाइप की सामग्री को नरम करने की स्थिति में गर्म करेंगे। हीटिंग को समान रूप से किया जाना चाहिए और 140 डिग्री सेल्सियस से ऊपर प्लास्टिक को ज़्यादा गरम नहीं करना चाहिए, अन्यथा यह पिघल सकता है, इसके आकार को खो सकता है और आगे के परिवर्तन के लिए अनुपयुक्त हो सकता है।

लेकिन गोल पाइप के इनलेट के हीटिंग के लिए आगे बढ़ने से पहले, इसमें एक वर्ग खंड के गठन के लिए इच्छित तत्वों को सम्मिलित करना आवश्यक है। सबसे पहले, हम पाइप की पूरी लंबाई के साथ साइड बोर्डों को सम्मिलित करते हैं, फिर हम उनके बीच एक स्पेसर डालते हैं जिस पर बेवल प्रदान किया जाता है, और इसे आगे बढ़ाएं, जहां तक संभव हो केवल एक हाथ की ताकत से।

फिर हम मूल पाइप के इनपुट भाग को समान रूप से गर्म करना शुरू करते हैं, धीरे-धीरे हीटिंग क्षेत्र को अपनी लंबाई के साथ आगे बढ़ाते हैं। इस मामले में, दस्ताने में हीटिंग और नरम करने की डिग्री के दस्ताने में लगातार मुक्त हाथ से नियंत्रण करना आवश्यक है।
जब पाइप की नमनीयता पर्याप्त हो जाती है, तो हमारे हाथों में एक हथौड़ा लें और दो बोर्डों के बीच स्पेसर को अंदर की ओर हथौड़ा दें। यदि प्रक्रिया तंग है, तो हम पाइप को अंदर से, बाहर और यहां तक कि इसके दूसरे छोर से भी गर्म करते हैं।

इसलिए हम वैकल्पिक रूप से स्पेसर को गर्म करना और धकेलना जारी रखते हैं, यदि आवश्यक हो तो एक हथौड़ा के साथ मदद करते हुए, पाइप की शुरुआत से आगे, जब तक स्पेसर विपरीत छोर से प्रकट न हो जाए।

अब जब वर्ग खंड बनाने वाले तत्वों ने अपनी अंतिम स्थिति ले ली है, हम हर तरफ से समान रूप से एक हेअर ड्रायर के साथ प्लास्टिक को गर्म करना जारी रखते हैं जब तक कि वर्ग ट्यूब एक समाप्त रूप प्राप्त नहीं कर लेता।
यह केवल बना रहता है, इसे ठंडा करने के लिए कुछ तत्वों पर वर्ग पाइप रखने के बाद, पाइप के बाहर लकड़ी के टुकड़ों को हथौड़े से मारें, जिसमें हैंडल के अंत के साथ अंतिम चरण शामिल है।


परिणाम
हमने 150 मिमी के व्यास के साथ 150 × 150 मिमी के एक वर्ग खंड के व्यास के साथ एक गोल पाइप से प्राप्त किया, जो न केवल पाइप को एक सौंदर्य अपील देता है, बल्कि इसे मजबूत भी बनाता है, खासकर जब झुकने वाले भार को मानता है।
Share
Pin
Tweet
Send
Share
Send