Share
Pin
Tweet
Send
Share
Send
यदि वेल्डिंग को कार्यशाला के बाहर किया जाना है, तो इस तरह के भारी "खेत" को स्थानांतरित करना एक विशेष ट्रॉली के बिना आसान नहीं होगा, जिसके निर्माण अब हम आगे बढ़ेंगे।

की आवश्यकता होगी
अग्रिम में निम्नलिखित सामग्री और उत्पादों को तैयार करना आवश्यक है:
- प्रोफ़ाइल पाइप - आयताकार और वर्ग;
- स्टील राव्नोपोलोचन कोने;
- स्टील शीट 3 मिमी मोटी;
- ब्रेक के साथ स्व-संरेखण पहियों - 2 पीसी ।;
- बड़े पहिये - 2 पीसी ।;
- स्टड और झाड़ियों - 2 पीसी ।;
- पाइप अनुभाग;
- बोल्ट, नट और वाशर का सेट;
- स्प्रे कैन में स्प्रे पेंट;
- स्पार्क्स से स्प्रे और धातु का स्प्रे;
- रबर की चटाई;
- एक दबाना के साथ श्रृंखला अनुभाग।
ट्रॉली पर काम करने में, हम निम्नलिखित उपकरणों और उपकरणों के बिना नहीं कर सकते हैं: एक पेंडुलम और परिपत्र देखा, चक्की, चुंबकीय कोनों, वेल्डिंग, वर्ग और टेप उपाय, सरौता, लॉकस्मिथ और क्लैंप का एक उपाध्यक्ष।
वेल्डिंग ट्रॉली निर्माण प्रक्रिया
हमने प्रोफाइल आयताकार पाइप को ट्रॉली के आधार के फ्रेम के नीचे एक पेंडुलम आरा के साथ भंग कर दिया। हम एक चक्की का उपयोग करके वेल्डिंग के लिए वर्कपीस के छोर को साफ और काटते हैं।

हम चुंबकीय फ्रेम का उपयोग करके एक किनारे के करीब अनुप्रस्थ जम्पर के साथ आधार फ्रेम को इकट्ठा करते हैं। हम एक वर्ग और टेप उपाय के साथ कनेक्शन की सटीकता की जांच करते हैं, और उसके बाद ही वेल्डिंग करते हैं। हम एक ग्राइंडर के साथ वेल्ड को साफ करते हैं।

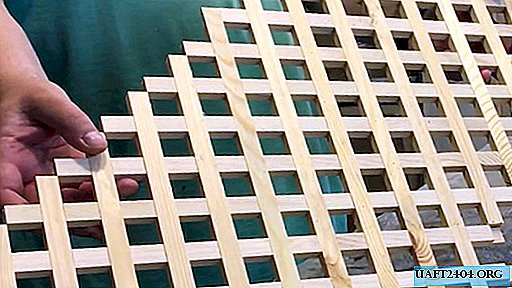
हमने ट्रॉली अलमारियों के दो फ़्रेमों के लिए कोने को कोनों में काट दिया। हम उन्हें clamps के साथ कार्यक्षेत्र की मेज पर इकट्ठा और ठीक करते हैं, और फिर उन्हें कोनों में वेल्ड करते हैं। हम वेल्ड को भी साफ करते हैं।



एक वर्ग पाइप से, हम वेल्डिंग ट्रॉली के रैक के रिक्त स्थान को काटते हैं - दो लंबे और दो छोटे। हम उन्हें चुंबकीय कोनों का उपयोग करके आधार फ्रेम में लंबवत रूप से वेल्ड करते हैं और एक वर्ग के साथ सटीकता की जांच करते हैं।

एक निश्चित स्तर पर रैक के लिए, क्लैम्प का उपयोग करते हुए, हम निचले शेल्फ के फ्रेम तत्वों को वेल्ड करते हैं, फिर ऊपरी और ऊपर के लंबे रैक के बीच जम्पर।


हमने एक धातु की शीट से एक परिपत्र देखा के साथ आवश्यक चौड़ाई की एक पट्टी काट दी और इसे आवश्यक भागों में काट दिया।

आधार फ्रेम, मध्य और ऊपरी अलमारियों के शीट के नीचे के हिस्सों को काटा, जिससे कोनों में कटौती हुई।
हम कोनों में नीचे से आधार फ्रेम तक ब्रेक के साथ दो स्व-संरेखित पहियों को वेल्ड करते हैं।


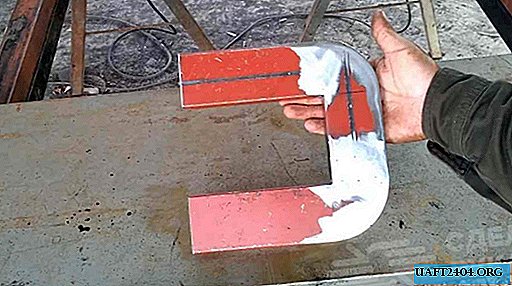
अनुप्रस्थ जम्पर के स्तर पर बेस फ्रेम के पीछे में, हम स्टड - रियर पहियों के एक्सल को वेल्ड करते हैं। कुल्हाड़ियों के बन्धन के स्थायित्व के लिए हम बीच में एक अवकाश के साथ एक वर्ग पाइप के उन खंडों पर थोपते हैं और उन्हें कुल्हाड़ियों और फ्रेम में वेल्ड करते हैं।
हम धुरी, धुरी पर झाड़ियों, उन पर बड़े पहिये और नट्स के साथ कसते हैं।


ऊपरी शेल्फ के फ्रेम के अनुदैर्ध्य तत्वों के छोर तक हम एक पाइप सेगमेंट को वेल्ड करते हैं - गाड़ी का हैंडल।

एक आयताकार पाइप के रिक्त स्थान से, हम तह तालिका के फ्रेम को इकट्ठा करते हैं और, विधानसभा की सटीकता की जांच करने के बाद, जोड़ों को वेल्ड करते हैं।

हम एक आयताकार पाइप से ब्रैकेट्स को वेल्ड करते हैं, जो ऊपरी शेल्फ के नीचे से रैक तक वेल्डेड होते हैं, जिससे प्रोफाइल के अंदर एक नट को वेल्डेड करने के लिए फोल्डिंग टेबल को बोल्ट के साथ फास्ट किया जाएगा।

हम टेबल के पैरों को हल्के से वेल्डिंग करके बाहर से अनुदैर्ध्य तत्वों तक ले जाते हैं और बोल्ट के लिए छेद के माध्यम से ड्रिल करते हैं, जिस पर हम फ्रेम प्रोफाइल के अंदर से अखरोट को हवा देते हैं और वेल्ड करते हैं।

हमने एक ग्राइंडर के साथ "कील" काट दिया और सुनिश्चित करें कि पैर स्वतंत्र रूप से मुड़ा और मुड़ा हुआ हो सकता है, जिसके बाद हम एक कुंजी के साथ बोल्ट को कसते हैं।
हम तह टेबल के फ्रेम पर धातु की एक पूर्व-कट शीट डालते हैं और इसे परिधि के चारों ओर कई स्थानों पर फ्रेम में पकड़ते हैं।
हम कठोरता बढ़ाने के लिए पैरों के नीचे और कोनों से क्रॉस-सदस्य के बीच में वेल्ड करते हैं।

हम एड़ी के साथ समायोज्य स्क्रू समर्थन वाले पैरों के सिरों में वेल्ड करते हैं, जिसके साथ तालिका को असमान सतह पर स्थापित किया जा सकता है।
हम प्रोफाइल के छोर पर और पैरों के लिए सीमा पर वेल्ड वेल्ड करते हैं। फिर हम इसे एक हाथ फ़ाइल के साथ संसाधित करते हैं।


बोल्ट के नीचे से जिसके चारों ओर पैर घूमते हैं, हम छेद के माध्यम से ड्रिल करते हैं जहां हम बोल्ट को काम की स्थिति में ठीक करने के लिए डालते हैं।
अंत में हम एक ग्राइंडर और एक पीसने वाले पहिया की मदद से वेल्डिंग से धातु के सभी खुरदरापन, खुरदरापन और बाढ़ को दूर करते हैं।
हम स्प्रे पेंट से सभी सतहों को पेंट स्प्रे कर सकते हैं और सूखने के बाद, तह टेबल की सतह को पॉलिश करें और धातु स्प्रे से स्प्रे के साथ कवर करें। फिर इसे कपड़े से पोंछ लें।
हमने गैस सिलेंडर के लिए डिब्बे के नीचे एक रबड़ की चटाई डाल दी। ताकि कंटेनर परिवहन के दौरान गिर न जाए, हम शीर्ष पर एक श्रृंखला प्रदान करते हैं, जो फ्रेम के एक छोर पर तय की जाती है और दूसरा हटाने योग्य है।

ट्रॉली, वेल्डर्स, ब्रैकेट्स, होल्डर और टिका लगाने के लिए तारों, होसेस, मास्क आदि को आवश्यक स्थानों पर वेल्ड किया जाता है।
हम वेल्डिंग शेल्फ के पावर स्रोत को मध्य शेल्फ पर रखते हैं, रैक के बीच की पट्टी पर एक ग्राइंडर, ड्रिल आदि लटकाते हैं। निचला शेल्फ इलेक्ट्रोड, वेल्डिंग गोला बारूद, आदि के लिए डिज़ाइन किया गया है। हम उच्च रैक के बीच क्रॉस-बार को ऊपर से वेल्डेड हुक पर वेल्डर का मुखौटा लटकाते हैं।


वेल्डिंग के लिए आवश्यक सब कुछ डालते हुए, हम वेल्डिंग ट्रॉली को काम के स्थान पर ले जाते हैं, हम सामने के पहियों को तोड़ते हैं, हम मेज बिछाते हैं, हम पैरों को बोल्ट के साथ बंद करते हैं और वेल्डिंग के लिए आगे बढ़ते हैं।




Share
Pin
Tweet
Send
Share
Send