Share
Pin
Tweet
Send
Share
Send
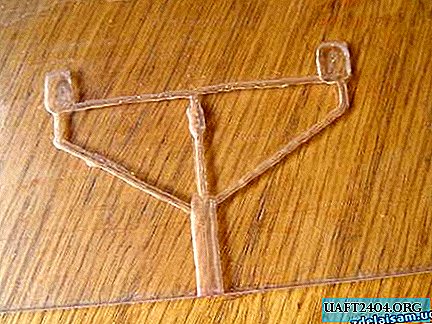
यदि एक ही व्यास के दो पाइप का टाई-इन है, तो डुबकी पर हम तथाकथित प्रदर्शन करते हैं। "पैंट" - सेगमेंट जो कि अधिकांश भाग के लिए व्यास से तीन गुना छोटा होना चाहिए।
नीचे, हम काटने के संदर्भ में सबसे कठिन मामले पर विचार करते हैं, जब कट-इन पाइप मुख्य एक की तुलना में व्यास में थोड़ा छोटा होता है, उदाहरण के लिए, क्रमशः 89 मिमी या 76 मिमी और 100 मिमी।

की आवश्यकता होगी
अलग-अलग व्यास के दो धातु पाइपों को सम्मिलित करने और काटने के लिए, हमारे पास होना चाहिए:
- दो अलग-अलग व्यास के पाइप रिक्त स्थान;
- एक काटने और पीसने वाले पहिया के साथ एक चक्की;
- मार्कर;
- शासक, वर्ग;
- वेल्डिंग मशीन;
- एक हथौड़ा।
दौर पाइप प्रविष्टि एल्गोरिथ्म
हम कॉलर टाई-इन की व्यापक रूप से उपयोग की जाने वाली तकनीक का उपयोग करेंगे जब मुख्य पाइप के संबंध में एक गोल पाइप के लिए लंबवत कट का किनारा बनता है। हम इस पद्धति को लागू करते हुए, निम्नलिखित आदेश का पालन करेंगे।
हमने दाहिने कोण पर वेल्डेड पाइप के किनारे काट दिया।

हम उस पर चार बिंदुओं को चिह्नित करते हैं, जो दो परस्पर लंबित व्यास और पाइप के अंत के चौराहे बिंदु हैं। यदि सब कुछ सही ढंग से किया जाता है, तो इन बिंदुओं को 90 डिग्री के माध्यम से एक सर्कल में समान रूप से व्यवस्थित किया जाता है।


हम पाइप को मुख्य एक के किनारे की सतह पर चिह्नित छोर के साथ रखते हैं और एक धातु शासक की मदद से मापते हैं या टेप पहले और दूसरे जेनरेट्रिक्स के अंत चेहरे के बीच सबसे बड़े अंतर को मापते हैं। हमारे मामले में, यह 30 मिमी के बराबर निकला।
अंत में दो विपरीत बिंदुओं से हम 30 मिमी के जेनरेट्रिक्स के साथ नीचे लेट गए। हम पाइप के किनारे की सतह पर एक मार्कर को विपरीत दिशाओं में, अंत में एक बगल के बिंदु से निकलने वाली दो चिकनी रेखाओं के साथ खींचते हैं, ताकि वे निचले निशान से गुजरें और अंत में दूसरे बिंदु पर एकाग्र हों।
मार्कअप के अनुसार, कटिंग डिस्क के साथ ग्राइंडर का उपयोग करते हुए, दो समान गोल खंडों के रूप में टुकड़े काट दिया। हमने पाइप के अंत में घुंघराले कटौती को काट दिया ताकि कोई भी गड़गड़ाहट या धक्कों न बचे।

हम जगह में पाइप पर कोशिश करते हैं और, अगर एक अपर्याप्त फिट पाया जाता है, तो हम इन जगहों को ग्राइंडर के साथ सही करते हैं और पाइप सतहों के अधिक सटीक संयोग को प्राप्त करते हैं।

हम वेल्डेड पाइप के बाहरी समोच्च को एक मार्कर के साथ मुख्य एक की सतह पर स्थानांतरित करते हैं। प्राप्त बंद लाइन के अंदर, हम एक बधाई रेखा का निर्माण करते हैं, पाइप की दीवार की मोटाई से बाहरी एक से प्रस्थान करते हैं। यह नई लाइन पर है कि हम कट का उत्पादन करेंगे।

एक ग्राइंडर का उपयोग करके, अंकन के अनुसार पाइप में एक सर्कल काट लें और वेल्डिंग के लिए किनारों को हटाने और किनारों को गोल करने के लिए किनारों को संसाधित करें।

एक वर्ग के साथ वेल्डिंग का काम शुरू करने से पहले, हम पाइपों की लंबवतता की जांच करते हैं। जनरेटर के बीच का कोण 90 डिग्री होना चाहिए। हम दो या तीन स्थानों पर ओवन माइट करते हैं।

हम संपर्क के निचले बिंदु से वेल्डिंग शुरू करते हैं और फिलामेंट सीम के साथ दो पास में ले जाते हैं: जड़ और सामना करना पड़ रहा है। इस तरह, हम वेल्डेड संयुक्त की सर्वोत्तम गुणवत्ता सुनिश्चित करेंगे।
वेल्डिंग करते समय, सही वर्तमान ताकत का चयन करना महत्वपूर्ण है, जो आपूर्ति की गई बिजली की गुणवत्ता पर निर्भर करता है और, विशेष रूप से, वोल्टेज। आमतौर पर हम 70-80 ए के बारे में बात कर रहे हैं। हम तीन-मिलीमीटर इलेक्ट्रोड यूओएनआई-13-55 के साथ खाना बनाते हैं, यह सुनिश्चित करने की कोशिश कर रहे हैं कि स्लैग धातु में नहीं गिरता है।
निचले बिंदु से ऊपरी तक पारित होने के बाद, हम रोकते हैं और स्लैग को हथौड़ा से मारते हैं। खोज की गई कमियां असंज्ञेय हैं, क्योंकि उन्हें दूसरी पास-फेसिंग में समाप्त किया जा सकता है।
उसी तरह, हम पाइपों की सतहों के जंक्शन के अन्य आधे हिस्से को वेल्ड करते हैं। उसके बाद, पहले सीम को थोड़ा संसाधित करें, बड़े प्रवाह और स्लैग को हटा दें।

हम नीचे से सामने सीम लगाने के लिए शुरू करते हैं, रास्ते में 45 डिग्री के कोण पर इलेक्ट्रोड को पकड़ते हैं, और इसे पहले सीम, या "हेरिंगबोन" पर स्थानांतरित करते हैं। अगला, हम सीम को खाना बनाते हैं, इलेक्ट्रोड को सतह पर लगभग लंबवत पकड़ते हैं, और पहले आधे को खत्म करते हैं, इलेक्ट्रोड को रास्ते में फिर से 45 डिग्री पर रखते हैं, और परिपत्र गति बनाते हैं।
हम सामने के सीवन को भी नीचे के बिंदु से लगाना शुरू करते हैं और इसे शीर्ष पर लाते हैं, जिसके बाद हम सीम से हथौड़ा के साथ स्लैग को हरा देते हैं।
उसी तरह, हम पाइप के संपर्क की दूसरी छमाही में सामने सीम को पकाते हैं। जैसा कि आप ऊपर जाते हैं, हम वेल्डिंग की गति को धीमा कर देते हैं ताकि सीम हर जगह समान हो।
हम स्लैग को भी हरा देते हैं और एक चक्की के साथ सीम को साफ करते हैं। परिणाम एक साफ और विश्वसनीय वेल्डिंग सीम है।
Share
Pin
Tweet
Send
Share
Send