Share
Pin
Tweet
Send
Share
Send

हमें जिन सामग्रियों की आवश्यकता है:
- - बीम 50x50 मिमी;
- - प्लाईवुड 12 मिमी मोटी;
- - एम 10 पिन और एम 10 अखरोट;
- - प्रबलित वॉशर 8;
- - वॉशर 6;
- - एक विस्तृत टोपी के साथ तीन लकड़ी के शिकंजा;
- - लकड़ी का पेंच 25 मिमी;
- - बढ़ईगिरी गोंद (मैंने पीवीए का इस्तेमाल किया)।
ड्रिलिंग वाइस के निर्माण के लिए चरण-दर-चरण मास्टर वर्ग
हमने 50x50x120 मिमी की तीन सलाखों को काट दिया और उनमें से दो पर केंद्रों को चिह्नित किया, वर्कपीस के विपरीत कोनों से दो विकर्णों को खींचा।

चिह्नित केंद्र के साथ पहली पट्टी पर, हम लगातार 10 मिमी के छेद के माध्यम से प्रदर्शन करते हैं, और फिर 16 मिमी के व्यास के साथ 8 मिमी की गहराई के साथ समाक्षीय रूप से।

तब हम अखरोट M10 को देखते हैं।

और अखरोट के समोच्च के साथ हम अखरोट के काउंटर को एक पेंसिल के साथ या, जैसा कि मैंने किया था, छेनी के साथ चिह्नित करते हैं।

छेनी के साथ काम करते हुए, हम बार में एक हेक्सागोनल छेद को 16 मिमी द्वारा दूसरे छेद की गहराई के बराबर बनाते हैं।

हम अखरोट को एक क्लैंप के साथ छेद में दबाते हैं, हालांकि आप बस इसे हथौड़ा के साथ जोड़ सकते हैं।


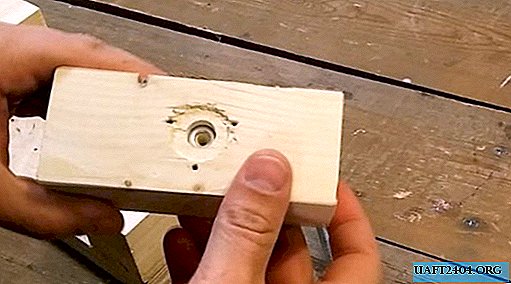
हम दूसरी बार लेते हैं और, एक फॉन्स्टनर ड्रिल के साथ अंकन के अनुसार, हम 24 मिमी का एक छेद 2 मिमी की गहराई तक बनाते हैं, फिर दूसरा छेद 12 मिमी और 6 मिमी गहरे छेद के लिए समाक्षीय होता है।

छेद की परिधि के साथ 24 मिमी समान रूप से, 120 डिग्री के बाद हम स्व-टेंटिंग शिकंजा के लिए 3 मिमी के व्यास के साथ तीन और छेद ड्रिल करते हैं।

अगला, हम प्लाईवुड से एक व्यास के आधार को इकट्ठा करते हैं 12 मिमी मोटी - हमें 120x270 मिमी के टुकड़े और प्रत्येक के 45x270 मिमी के दो टुकड़े चाहिए। जुड़े हुए हिस्सों को पूर्व-चिपकाया जाने के बाद, हम उन्हें स्वयं-टैपिंग शिकंजा के साथ 1 9 मिमी लंबे कट (पहले, स्वयं-टैपिंग शिकंजा के लिए, फास्टनर के काउंटरसंक सिर के लिए एक चम्फर के साथ छेद बनाते हैं) के साथ जकड़ें।


इसी तरह, हम वाइस और थ्रस्ट पार्ट के स्थिर जबड़े को ठीक करते हैं।


विस का स्थिर हिस्सा तैयार है।

हम बढ़े हुए वॉशर 8 पर दो कटौती करते हैं, छेद की चौड़ाई के साथ एक नाली बनाते हैं।


250 मिमी की लंबाई के साथ एक M10 हेयरपिन पर, 6 मिमी के किनारे से प्रस्थान करके, हम लगभग 3 मिमी की चौड़ाई के साथ 8 मिमी के व्यास तक एक नाली बनाते हैं।


खराद पर संभाल को चालू करें। खराद की कमी के लिए, हैंडल को एक रेक या फावड़े के लिए एक हैंडल से एक टुकड़ा काट या देखा जा सकता है (वे तैयार किए गए स्टोर में बेचे जाते हैं)।

संभाल के छोर पर हम दो छेद बनाते हैं - एक छोर में 10 मिमी के व्यास के साथ 60 मिमी की गहराई तक।

और दूसरी तरफ, स्व-टैपिंग स्क्रू के लिए 3 मिमी के व्यास के साथ।

हमने एक एपॉक्सी पर एक हेयरपिन लगाया।

दूसरी ओर आत्म-टैपिंग समान है।

हम एक संभाल के साथ एक जंगम स्पंज इकट्ठा करते हैं।
छेद 12 के नीचे, हमने गोटो को वॉशर 6 के लिए रखा, ताकि पिन को धातु पर आराम मिले, लकड़ी नहीं, जब मुड़ जाए।
हम हेयरपिन को स्क्रू करते हैं और वॉशर को 8 पर सेट करते हैं, इसे स्क्रू के साथ जंगम स्पंज पर फिक्स करते हैं।

मशीन वाइज तैयार।

आप वीडियो पर निर्माण और असेंबली प्रक्रिया को अधिक विवरण में देख सकते हैं:
मुझे हैंडल में स्व-टैपिंग स्क्रू की आवश्यकता क्यों है?

इस बारे में आपको वीडियो में भी पता चलेगा!
Share
Pin
Tweet
Send
Share
Send